随着快速成型技术在产品开发中的应用不断增加,快速模具制造逐渐成为制造业研发阶段的重要技术手段。尤其是在产品试制、小批量生产以及结构验证过程中,传统开模方式存在周期长、成本高的问题,因此能够快速完成样件复制和小批量制造的真空浇注技术开始得到广泛应用。
低压真空铸型机主要用于硅橡胶模具、聚氨酯模具以及工程塑料零件的真空浇注成型。该类设备通常配合快速成型原型使用,可在较短周期内完成样件复制和简易模具制造,适用于产品研发阶段的小批量试制。
目前,快速模具制造技术已经广泛应用于汽车、家电、电子产品、轻工机械以及农业机械等领域。对于研发阶段的产品来说,在正式金属模具加工之前,通常需要先完成结构验证、装配验证以及外观确认。
传统金属模具加工周期较长,成本较高,而真空浇注工艺则能够利用硅橡胶模具快速复制产品零件,从而缩短产品开发周期。
低压真空铸型机的工作原理主要是在负压环境下完成液态材料的混合、脱泡以及浇注过程。
在工艺过程中,首先利用快速成型设备制作产品原型,再以原型为基础制作硅橡胶模具。完成模具制作后,将聚氨酯或其他液态工程材料注入模具型腔,在真空环境下完成成型。
由于浇注过程在负压条件下进行,因此能够有效减少材料内部气泡,提高零件表面质量和成型精度。
相比普通重力浇注方式,真空浇注能够使液态材料更加均匀地填充复杂结构区域,尤其适用于薄壁结构、细小筋位以及复杂曲面零件的成型。
沈阳自动化研究所开发的ZKY01型低压真空铸型机,属于面向快速模具制造的小型真空浇注设备。
该设备主要由真空系统、搅拌系统、浇注系统以及控制系统组成。
其中,真空系统采用负压自动调节方式,通过真空泵快速建立稳定负压环境,以保证液态材料在低气泡状态下完成浇注。
设备最大真空度可达到76cmHg,抽真空时间小于2分钟。在实际运行过程中,设备能够在数秒内形成较稳定的负压环境,提高浇注效率。
为了保证设备运行稳定性,系统内部采用电子安全压力阀进行保护。当系统压力异常时,可及时释放压力,防止设备超负荷运行。
搅拌系统是真空浇注设备的重要组成部分之一。液态材料在浇注前需要充分混合,否则容易出现局部固化不均、材料性能差异以及气泡残留等问题。
该设备采用浆片式搅拌结构,在降低搅拌阻力的同时,提高液料混合均匀性。
相比普通高速搅拌结构,浆片式结构能够减少液体内部气泡产生,更适合聚氨酯等对气泡较敏感的材料。
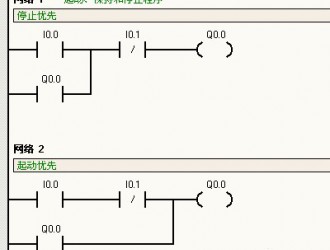
在控制系统方面,设备采用单片机控制方式,实现真空、搅拌以及浇注过程的自动控制。
搅拌器转速可连续调节,以适应不同粘度和不同组分材料的加工需求。
浇注系统则采用低速驱动方式控制液料输出,从而提高浇注稳定性和成型一致性。
为了提高复杂零件的充型能力,设备还采用电动缸对液态材料施加辅助压力。
在一些薄壁结构或者深腔结构零件浇注过程中,仅依靠重力容易出现局部填充不完整的问题。
通过电动缸施压后,液料能够更加充分地进入模具内部复杂区域,提高零件成型完整性。
例如在鼠标外壳、电子产品结构件以及部分小型塑料壳体的制作过程中,这种辅助压力方式能够明显改善成型效果。
该设备最大浇注件重量可达到2.5kg,最大成型尺寸为400mm×400mm×400mm,能够满足多数中小型产品样件制造需求。
相比进口同类设备,该类国产真空浇注设备在真空控制、自动浇注以及搅拌系统方面已经具备较完整的功能结构,同时在设备成本和后期维护方面具有一定优势。
目前,随着快速成型技术和快速模具技术不断发展,低压真空浇注设备已经逐渐成为产品研发阶段的重要工艺装备之一。
尤其是在产品开发周期不断缩短的背景下,能够快速完成样件复制和小批量生产的真空浇注技术,正在制造业研发体系中发挥越来越重要的作用。